The NGO company offers to supply air separation units — nitrogen and oxygen.

These installations have the following advantages:
- High reliability.
There are no moving parts in the design of the proposed generators that require periodic maintenance. The air separation process takes place at ambient temperature. Only a few highly reliable valves are involved in the operation of the adsorption gas separation system (manufactured in Japan, Germany). The time of continuous round-the-clock work is not limited. In the design of the installation, components are used only from leading world manufacturers that have proven themselves well during the operation of the equipment.
- Safety and convenience.
No high or low temperatures are created at any stage of the process, there are no liquefied air separation products, the air separation process occurs at low pressure (usually up to 6 atm for oxygen generators and up to 8 atm for nitrogen generators). The need for delivery and storage of cylinders is eliminated. There is no need to buy liquefied gas, which also has a lot of problems. With the implementation of the proposed solutions, dependence on the supplier is eliminated and safety at work is ensured.
- Easy operation and maintenance.
The operation of the gas separation system is completely automatic. The microprocessor control unit controls all parameters of the system operation. Maintenance is kept to a minimum and in most cases can be carried out by one person.
- Minimum operating costs.
The adsorption generator practically does not consume electricity directly (the consumption of the control unit is no more than 150 watts). Electricity is consumed ONLY for compression and drying of the air from which the production gas is produced. The only consumables are the filter elements in the air filters. The interval of replacement of filter elements depends on the degree of air pollution, operating conditions and ranges from 2000 to 4000 hours.
- Economic efficiency.
The cost of gas produced at the proposed generators and installations can be 10, 20 or more times lower than the cost of similar gas in cylinders. The specific energy costs for the production of nitrogen with a concentration of 99.5% are about 0.4 kWh/m3. The specific energy costs for obtaining 94%-95% oxygen are 1.2-1.4 kWh/m3 (below 1 kWh/m3 for some series).
- The possibility of increasing productivity.
While reducing the requirements for the purity of the production gas, the equipment allows you to increase gas extraction without increasing energy consumption. In this case, the cost of production gas becomes even lower.
- Full automation of the workflow.
It is possible to output information to external devices, as well as remote control of equipment via the Internet.
- Quick start and stop.
The generator is started by pressing one button. The time interval from the moment the generator is put into operation to the output of the production gas is 5-15 minutes. The installation can be turned on and off at any time. The equipment can be operated 24 hours a day, or it can work several hours a day. The duration of continuous operation is not limited.
Principle of work
Adsorption is the absorption of gas by the surface of a solid due to the forces of the inter-molecular interaction of gas molecules and solid molecules.
An adsorbent is a highly porous solid with a large specific pore surface and capable of absorbing (adsorbing) molecules of various gases. In oxygen and nitrogen generators, adsorbents are used in the form of granules with a size of 5 +- 5 mm. The granular adsorbent is filled in containers (usually cylindrical in shape), which are called adsorbers.
The adsorption value is the amount of gas absorbed by one gram of adsorbent. The amount of adsorption depends on the gas pressure and temperature.
Synthetic zeolites are used in oxygen generators. The value of nitrogen adsorption on zeolites is approximately 2 times higher than oxygen due to the differences in the physical properties of the molecules of these gases. This makes it possible to build a process for obtaining oxygen from air, which consists of about 78% nitrogen, 21% oxygen, about 1% argon and a small amount of other gases.
Synthetic carbon molecular sieves are used in nitrogen generators. The values of nitrogen and oxygen adsorption on these adsorbents are approximately the same, but the rate of nitrogen absorption is ten times lower than the rate of oxygen absorption. This is due to the fact that the diameter of the nitrogen molecule slightly exceeds the diameter of the oxygen molecule. In the synthesis of molecular sieves, such a diameter of the entrance to the adsorbing pores is selected so that oxygen molecules penetrate them easily, and nitrogen molecules with difficulty. The difference in the absorption rates of oxygen and nitrogen molecules is the basis for the construction of the process of air purification from oxygen.
The proposed oxygen and nitrogen adsorption generators are based on the process of short—cycle heat-free adsorption (PSA – “Pressure Swing Adsorption” in foreign terminology), the distinctive features of which are:
- The process cycle consists of at least two stages with a cycle time from 40 seconds to 3..5 minutes.
- At the first stage (“adsorption”), the adsorbent absorbs mainly one of the components to obtain the first production flow. In the second stage (“regeneration”), the absorbed component is separated from the adsorbent and discharged as a second production stream.
- The process takes place at ambient temperature.
- Pressure fluctuations with an amplitude from 3 to 10 atm occur during the cycle.
Operation of the simplest oxygen generator
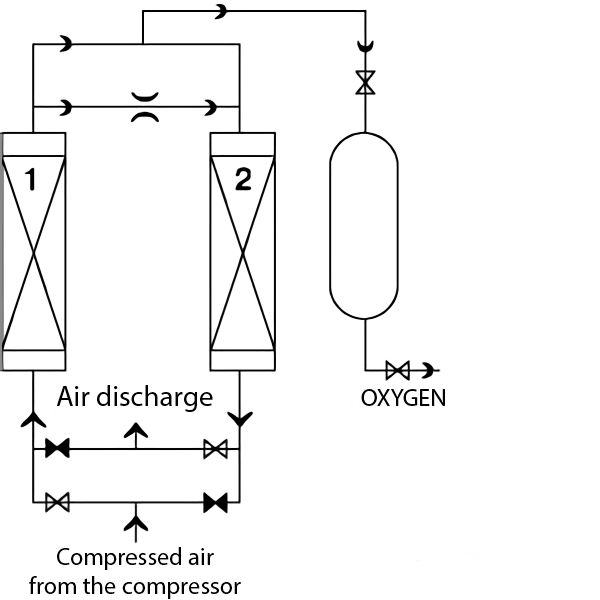
The oxygen generator consists of two adsorbers (usually cylindrical tanks) 1 and 2 (Fig. 1) filled with granular zeolite. Air at a pressure of 4 +- 6 atmospheres passes through one of the switching solenoid valves into the adsorber 1. Zeolite absorbs mainly nitrogen, and oxygen passes through the adsorbent layer and enters the receiver through a check valve. At the same time, pressure is lowered in the adsorber 2 and the accumulated nitrogen is released. In addition, part of the oxygen from the adsorber 1 enters the adsorber 2 through a choke device and additionally displaces the accumulated nitrogen from it. After a half-cycle, the adsorbers exchange their functions. The adsorber 2 retains nitrogen and produces oxygen, and the adsorber 1 is released from the accumulated nitrogen. This cycle is repeated many times.
The concentrated oxygen extracted from the air accumulates in the receiver and can be consumed in the required quantities. The generator is fully automated and works without direct human involvement. Thus, the oxygen generator is, in fact, a cyclic type air purification device with automatic regeneration (restoration of properties) of the adsorbent at each cycle of operation.

Operation of the simplest nitrogen generator
The nitrogen generator works approximately the same as the oxygen generator. The difference is that the adsorbers are filled with a granular carbon molecular sieve. When air passes through the adsorbent layer, oxygen is easily absorbed by it, and nitrogen, absorbed at a lower speed, jumps to the end of the layer and enters the receiver. The use of two adsorbers makes it possible to implement a cyclic process of air purification from oxygen with automatic regeneration (restoration of properties) of the adsorbent at each cycle of operation.
Nitrogen plants
A nitrogen plant is a device for producing nitrogen (at elevated pressure) by separating it from other air components. The basis of the proposed installations are nitrogen generators designed for the production of nitrogen gas with a concentration of residual oxygen up to 0.0005% from compressed air by short-cycle heat-free adsorption.
The nitrogen generator must be installed and operated in the production room. No special foundation is required. The permissible ambient temperature is from +10 ° C to +35 ° C, the relative humidity of the air is not more than 80%. According to NPB 105-03, the room category is B3, the environment class of the room for the use of electrical equipment according to PUE is normal.
The source of compressed air for a nitrogen generator at a large enterprise can be a centralized pneumatic network, in which a pressure of 0.8 to 1.0 MPa (8-10 bar) is maintained. In the absence of a pneumatic network or when an autonomous compressed air source is required, it is better to use a screw compressor that creates a maximum pressure of no more than 1.0 MPa (10 bar). The air entering the generator must be cleaned of droplet moisture, oil and solid particles larger than 0.01 microns.
The nitrogen generator is very easy to maintain and requires only a few procedures.
- Daily: check the operation of the automatic condensate removal devices on the air purification filters and the compressor air receiver, if it is installed;
- Two or three times a year: replace the filter element in both the standard filter and the final cleaning filters;
- Once a year: Replace the residual oxygen concentration sensor.
It is recommended to replace the working elements of electromagnetic valves after 16 thousand hours of operation.
| Name of the parameter | Meaning |
| Nitrogen parameters at the outlet of the installation | |
| – nitrogen purity, %* | 95 … 99,9995 |
| – volumetric output of the gas mixture, nm3/h ** | 1 … 300 |
| – pressure, ati | 6 … 8 |
| – dew point, °C | -40 … -60 |
| Ambient temperature | |
| – during operation, °C | +5 … +35 |
| – during storage, °C | -20 … +50 |
| Time to enter the operating mode (no more), min | 10 … 30 |
| Service life, thousand hours | 80 … 100 |
| Specific energy costs for obtaining 99.9% nitrogen, kWh/m3 | 0,65 |
* by special order – higher purity
** The equipment performance is brought to normal conditions (humidity 75%, temperature 20 °C, pressure 101325 Pa). High performance – on special order.
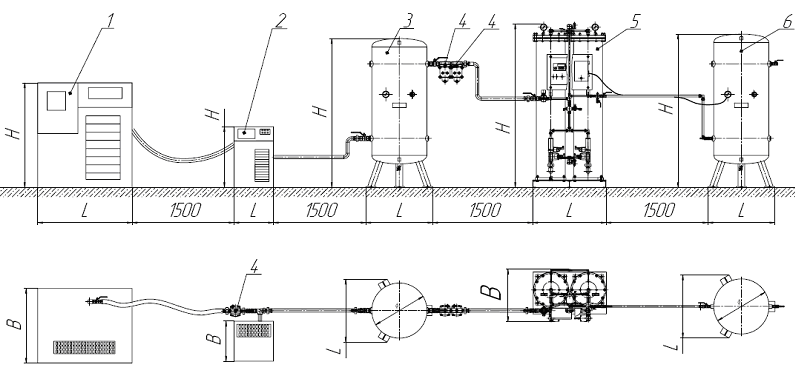
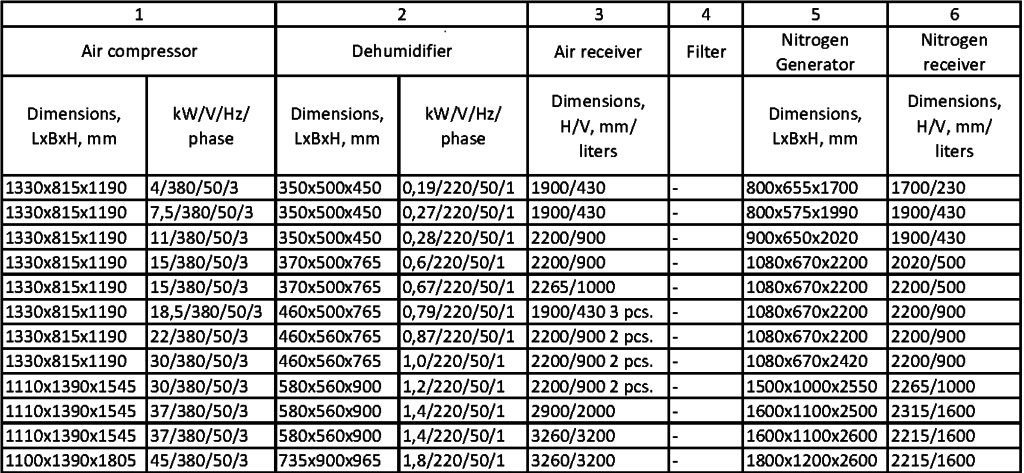
The unit also includes an air compressor, a dehumidifier, a compressed air receiver and a receiver for the accumulation of production nitrogen. In addition, the air entering the installation must be cleaned of dust and oil, for which special filters are intended, which are part of the installation or directly of the nitrogen generator.
If it is necessary to fill nitrogen into the cylinders, nitrogen installations are equipped with a nitrogen booster compressor complete with a gas-filling ramp, which allows simultaneous filling of several cylinders. Put the squeeze on the nitrogen compressor.
Nitrogen plants are used in the metallurgical, food, pharmaceutical and oil and gas industries.
Advantages of adsorption technologies
Low cost of production nitrogen
The cost of gas produced by generators and installations is ten times lower than the cost of bottled nitrogen and significantly lower than the cost of liquid nitrogen. In practice, it has also been confirmed that adsorption plants are more energy efficient compared to membrane plants with a nitrogen purity of 95% or more.
Reliability
In the production of nitrogen plants, high-quality components and modern materials from leading world manufacturers are used, all equipment undergoes multi-stage quality control. The well-established production process and many years of experience allow the company to produce highly reliable equipment capable of uninterrupted nitrogen production 24 hours a day, 365 days a year.
Safety
No high or low temperatures are created at any stage of the process, there are no liquefied air separation products, the air separation process occurs at low at a pressure (usually up to 1O bar).
Ease of operation
There is no need to constantly purchase, deliver, store nitrogen in cylinders or in liquid form.
Independence from suppliers
Nitrogen production at the point of consumption guarantees the absence of supply failures, as well as the minimum cost of production gas during the entire service life of the equipment.
Minimum labor costs
Nitrogen plants operate completely in automatic mode and do not require the constant presence of maintenance personnel. Maintenance is kept to a minimum and in most cases can be carried out by one person.
The quality of the nitrogen obtained
Adsorption plants, in comparison with any membrane plants, allow to produce nitrogen of any purity, including high and high purity in accordance with State Standard “ГОСТ 9293-74”.
Oxygen plants
An oxygen plant is a device for producing oxygen (at elevated pressure) by separating it from other air components. The basis of the proposed installations are oxygen generators designed to produce gaseous oxygen with a purity of up to 95% (99% — oxygen installations on special order) from compressed air by short-cycle non-heating adsorption (KBA).

The oxygen generator must be installed and operated in the production room. No special foundation is required. The permissible ambient temperature is from +10 ° C to +35 ° C, the relative humidity of the air is not more than 80%. According to NPB 105-03, the room category is B3, the environment class of the room for the use of electrical equipment according to PUE is normal.
A centralized pneumatic network can serve as a source of compressed air for an oxygen generator at a large enterprise, in which a pressure of 0.6 to 0.8 MPa (6-8 bar) is maintained. In the absence of a pneumatic network or when an autonomous compressed air source is required, it is better to use a screw compressor that creates a maximum pressure of no more than 0.8 MPa (8 bar). The air entering the generator must be cleaned of droplet moisture, oil and solid particles larger than 0.01 microns.
The oxygen generator is very easy to maintain and requires only a few procedures:
— Daily: Check the operation of the automatic condensate removal devices on the air purification filters and the compressor air receiver, if it is installed.
— Two or three times a year: Replace filter elements in standard filters and the oxygen finishing filter.
— Replace the oxygen sensor once a year.
It is recommended to replace the working elements of electromagnetic valves after 16 thousand hours of operation.
| Name of the parameter | Meaning |
| Nitrogen parameters at the outlet of the installation | |
| – nitrogen purity, %* | 92 … 95 |
| – volumetric output of the gas mixture, nm3/h ** | 1 … 350 |
| – pressure, ati | 4,5 … 5,5 |
| – dew point, °C | -60 … -70 |
| Ambient temperature | |
| – during operation, °C | +10 … +35 |
| – during storage, °C | -20 … +50 |
| Time to enter the operating mode (no more), min | 15 |
| Service life, thousand hours | 80 … 100 |
| Specific energy costs for obtaining 94-95% oxygen, kWh/m3 | 1,0 … 1,6 |
The unit also includes an air compressor, a dehumidifier, a compressed air receiver and a receiver for the accumulation of productive oxygen. In addition, the air entering the installation must be cleaned of dust and oil, for which special filters are intended, which are part of the installation or directly the oxygen generator.
The unit also includes an air compressor, a dehumidifier, a compressed air receiver and a receiver for the accumulation of productive oxygen. In addition, the air entering the installation must be cleaned of dust and oil, for which special filters are intended, which are part of the installation or directly the oxygen generator.
If it is necessary to fill oxygen into the cylinders, oxygen installations are equipped with a booster oxygen compressor complete with a gas-filling ramp, which allows simultaneous filling of several cylinders. Put the squeeze on the oxygen compressor. Oxygen installations are used in the metallurgical, glass, pharmaceutical, medical industries, gold mining, battery industries and fish farming.